|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Напряженное армирование конструкций
Напрягаемые арматурные элементы заготавливают на технологических линиях. Высокопрочную проволоку и арматурные канаты режут механическими ножницами или дисковыми пилами трения. Резка их электрической дугой не допускается. Для стержневой арматуры используют горячекатаную сталь периодического профиля классов A-II, A-IIIв, A-IVн, Aт-IV, A-V, Aт-V, Aт-VI и высокопрочную проволоку B-II и Bp-II. Предварительное напряжение в монолитных и сборно-монолитных конструкциях выполняется на затвердевший бетон. По способу укладки напрягаемой арматуры различают линейный и непрерывный способы. При линейном способе в напрягаемых конструкциях при их бетонировании оставляют каналы. По приобретению бетоном заданной прочности, в каналы укладывают арматуру и производят ее натяжение с передачей усилий на бетон конструкции. Линейный способ применяют при изготовлении балок, колонн, рам, труб, силосов и т.д. Непрерывный способ предусматривает навивку с заданным напряжением бесконечной арматурной проволоки по контуру забетонированной конструкции. Способ применяют для предварительного напряжения стенок цилиндрических резервуаров, газгольдеров, отстойников и др. При натяжении арматуры на бетон конструкции необходимо соблюдать следующие условия: - прочность бетона конструкции и стыков должна быть не ниже установленной проектом, что должно подтверждаться результатами испытания контрольных образцов; - фактические размеры конструкции должны соответствовать проектным; - в бетоне конструкции должны отсутствовать раковины, трещины и другие дефекты, ослабляющие несущую способность; - обжимаемая конструкция должна опираться в местах, указанных в проекте, а опорные узлы – иметь свободу перемещения; - в местах установки анкеров и домкратов поверхность бетона должна быть ровной и перпендикулярной направлению арматуры, анкеры и домкраты при установке необходимо центрировать по оси арматуры с сохранением этого положения в период натяжения; - натянутая арматура должна быть заинъецирована, обетонирована или покрыта антикоррозионными составами, предусмотренными проектом, в сроки, исключающие ее коррозию. В конструкциях с длиной прямолинейного канала менее 18 м, натяжение арматуры производят с одной стороны. Вначале арматуру натягивают с усилием равным 0, 1 от проектного усилия, при котором происходит выпрямление и плотное прилегание к поверхности бетона элементов напряжения. Усилие, равное 0, 1 от расчетного, принимают за ноль отсчета при дальнейшем контроле натяжения по манометру и деформациям. При длине прямолинейных каналов более 18 м и криволинейных каналах, арматуру натягивают с двух сторон конструкции. Инъецирование каналов производят раствором не ниже М 300 на цементе марок М 400, М 500 и промытом песке. К инъецированию каналов приступают сразу после натяжения арматуры и ведут непрерывно под давлением от 0, 1 МПа до 0, 4 МПа. Прекращают нагнетание после того, как раствор начнет вытекать с другой стороны канала. При бесканальном напряжении арматуры ее покрывают антикоррозийным составом, а затем фторопластом (тефлоном), имеющим почти нулевой коэффициент трения. При натяжении канат относительно легко скользит в теле бетона.
Армирование подошвы столбчатых фундаментов
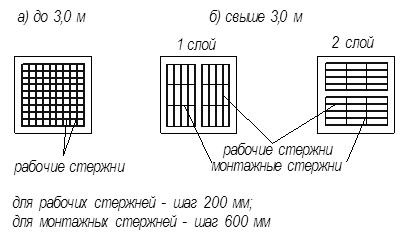
Армирование подошвы столбчатых фундаментов производят сварными, стальными, унифицированными сетками. Сетки изготавливают в арматурных цехах.
Рис. 2.2. Армирование подошвы фундаментов
Рис. 2.3. Образование защитного слоя бетона
Толщина защитного слоя бетона в фундаментах должна быть не менее 70 мм при отсутствии бетонной подготовки и не менее 35 мм при наличии бетонной подготовки. Для бетонной подготовки используют бетон класса В 5, для фундамента – В 12, 5 (марка М 150, М 200
Армирование колонн
Армирование колонн осуществляют арматурными пространственными и плоскими каркасами, отдельными стержнями. Арматурные каркасы массой более 100 кг подают и устанавливают в проектное положение с помощью крана. Строповку каркасов производят полуавтоматическими стропами.
Рис. 2.4. Схемы монтажа арматурно-опалубочных и арматурных блоков: а – общий вид арматурно-опалубочного блока подколонника; б – монтаж данного блока; в – монтаж арматурного блока ленточного фундамента; г, д – то же, колонны; 1 – щиты опалубки; 2, 3 – схватки; 4 – крепёжные болты; 5 – блок арматуры; 6 – стакан фундамента; 7 – арматурно-опалубочный блок; 8 – стропы; 9 – траверса; 10 – полуавтоматический строп; 11 – гусеничный кран
Каркасы колонн небольшой массы устанавливают вручную в короб опалубки, открытый с одной стороны. Стержни каркаса прихватывают электросваркой с выпуском арматуры. После освобождения крюка крана производят проектное крепление стержней к выпускам или закладным деталям. При армировании плоскими каркасами, их соединяют сваркой на месте монтажа в пространственные. Если арматуру колонн вяжут на месте из отдельных стержней, то при этом выправляют выпуски арматуры нижележащих конструкций, привязывают к ним вертикальные стержни и раскрепляют их хомутами. Стержни между собой и хомутами крепят вязальной проволокой.
|
Последнее изменение этой страницы: 2019-10-04; Просмотров: 154; Нарушение авторского права страницы