|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
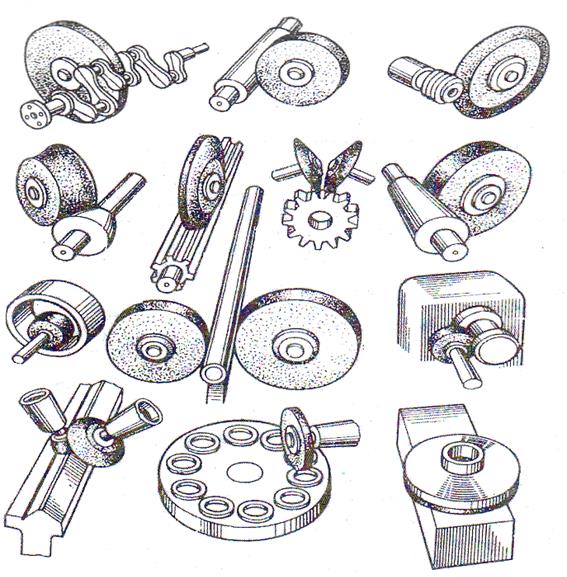
Обработка на шлифовальных станках
Разновидности шлифования приведены на рис. 10.
Рис. 10.Типовые детали, изготовляемые на шлифовальных станках Классификация станков шлифовальной группы Разновидности станков шлифовальной группы приведены в табл.10 Таблица 10.Принцип составления обозначений станков шлифовальной группы
Тип станка | ||||||||||||||
| шлифовальные и доводочные | 3 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |||
| - | Круло-шлифовальные | Внутришлифовальные | Обдирочные шлифовальные | специализированные шлифовальные | - | заточные | плоскошлифовальные | Притирочные и полировальные | разные работающие образивами | |||||
Обработка на круглошлифовальных станках
Одним из наиболее распространенных круглошлифовальных станков является станок модели 3М151 (рис. 11.)
Рис. 11. Круглошлифовальный станок 3М151: 1 – панельгидравлического управления станком; 2 – станина; 3 – маховичок ручного перемещения стола; 4 – стол; 5 – передняя бабка; 6 – шлифовальная бабка; 7 – механизм поперечной подачи; 8 – панель управления пуском насоса, шлифовального круга, вращением заготовки и регулированием подачи, работой сигнальных ламп; 9 – задняя бабка; 10 – рукоятка быстрого перемещения стола из зоны шлифования в зону правки и отвода стола.
Наиболее распространенные кругошлифовальные станки отображены в табл. 11.
Таблица 11.Наиболее распространенные круглошлифовальные станки
|
№ п/п |
Наименование станка | Модель | Главный параметр | диаметр круга, мм | Главное движение |
Масса, т | ||
| Наибольший диаметр устанавливаемого изделия Х длина, мм | Скорость |
Мощность, кВт | ||||||
| Скорость круга, м/с | Частота вращения изделия, об/мин | |||||||
| 1 | круглошлифовальный универсальный станок высокой точности | 3У10В | 100 х 160 | 150 | 35; 50 | 100-950 | 1.1 | 1.63 |
| 2 | круглошлифовальный универсальный станок высокой точности | 3К12 | 200 х 500 | 400 | 35; 50 | 52-780 | 5.5 | 3 |
| 3 | круглошлифовальный полуавтомат для продольного и врезного шлифования повышенной точности | 3М151 | 200 х 710 | 250 | 50 | 50-500 | 10 | 5.6 |
Схема круглого наружного шлифования показана на рис 12.
|
|


Рис. 12. Схема круглого наружного шлифования. а – с продольной подачей, б – с поперечной подачей
В первом случае (а) шлифовальный круг имеет два движения: вращательное вокруг собственной оси (скорость резания) и поступательное в направлении перпендикулярном к оси обрабатываемой детали (поперечная подача - St). Заготовка также получает два движения: вращательное вокруг оси со скоростью и поступательное вдоль оси (продольная подача). Во втором (б) случае шлифовальный круг перекрывает всю длину обрабатываемой поверхности заготовки. Шлифовальный круг и обрабатываемая заготовка имеют вращательное движение. Поперечная подача St осуществляется одним кругом в поперечном направлении, перпендикулярно к оси заготовки.
Шлифовальный круг вращается с окружной скоростью 30 м/с, заготовка со скоростью V3 = 30 м/мин в направлении, противоположном направлению вращения шлифовального круга.
Последнее изменение этой страницы: 2019-06-19; Просмотров: 99; Нарушение авторского права страницы