|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ЛЕГИРОВАННЫХ СТАЛЕЙ ПОСЛЕ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
1. ЦЕЛЬ РАБОТЫ: изучить влияние цементации и азотирования на структуру и свойства сталей.
2. КРАТКИЕ СВЕДЕНИЯ ИЗ ТЕОРИИ Химико-термической обработкой (поверхностным легированием) называют обработку, заключающуюся в сочетании химического и термического воздействий на металлы и сплавы для изменения химического состава, структуры и свойств в поверхностных слоях. Любой процесс химико-термической обработки (ХТО) состоит из трех элементарных процессов: 1. Образование во внешней среде активных атомов диффундирующего вещества, например, распад (диссоциация) аммиака с выделением активного азота по реакции: 2NH3 → 2Naт. + 3H2 или диссоциации окиси углерода с выделением атомарного углерода: 2СО → CO2 + Cат.. 2. Адсорбция атомов и проникновение части этих атомов с установлением химических связей с атомами металла. 3. Диффузия, т.е. перемещение этих атомов во внутрь основного металла. Из методов ХТО чаще всего применяют цементацию и азотирование. В данной работе изучаются структуры цементованных и азотированных сталей. Цементацией (науглероживанием) называется ХТО, заключающаяся в диффузионном насыщении поверхностного слоя стали углеродом при нагреве в соответствующей среде – карбюризаторе. В зависимости от карбюризатора различают цементацию в твердой среде и газовую. Конечной целью цементации является получение высокой твердости и износостойкости поверхностного слоя при сохранении вязкой и пластичной сердцевины. Поэтому для цементации используют низкоуглеродистые (0, 1-0, 25 %С), чаще легированные стали. К цементуемым относятся стали 10, 15, 20, 15Х, 18ХГТ, 12ХНЗА, 18Х2Н4ВА и др. Цементацию проводят при температурах выше критической точки Асз цементуемой стали (870...970°С). Оптимальным поверхностным содержанием углерода в слое считается 0, 8...1, 1%. При пониженном содержании углерода не будет достигнута требуемая твердость поверхности (обычно более 58 HRC), а при повышенном – слой характеризуется чрезмерной хрупкостью. Глубина слоя чаще всего находится в пределах 0, 6...1, 3 мм; на крупногабаритных деталях она может достигать 4...6 мм. Поскольку при цементации стали ее поверхность обогащается углеродом, микроструктура по сечению детали получается неоднородной (рисунки 1 и 2).
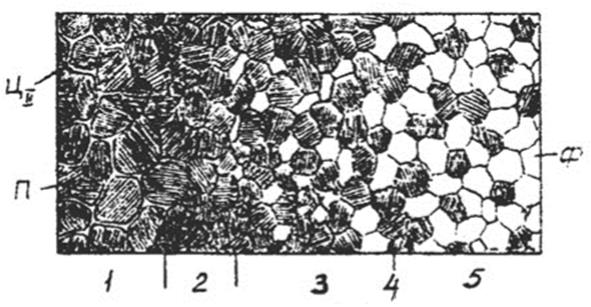
Рисунок 1 – Схема зарисовки структуры стали после цементации, × 500.
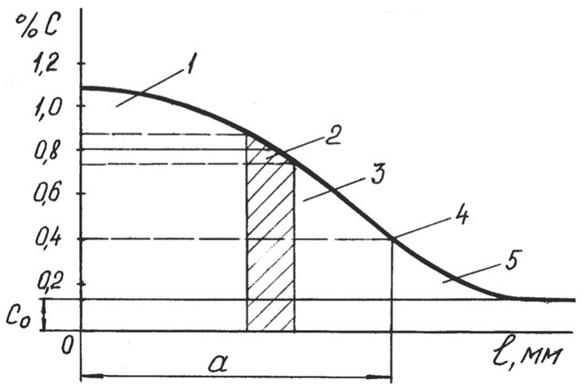
Рисунок 2 – Изменение содержания углерода по глубине цементованного слоя
У поверхности структура состоит из перлита и цементита (заэвтектоидная зона 1), далее располагается эвтектоидная зона 2 (структура – перлит) и переходная доэвтектоидная зона 3 (структура – перлит и феррит). За глубину цементованного слоя а принимают расстояние от поверхности до полуперлитной зоны 4 (50% перлита). Полуперлитной зоне соответствует содержание углерода ~0, 4%. В зоне 5 преобладает структура феррита. В сердцевине детали сохраняются исходное содержание углерода и структура малоуглеродистой стали. После цементации проводят термическую обработку деталей, которая должна обеспечить не только необходимую твердость и износостойкость поверхности, но и измельчить зерно, а также устранить карбидную сетку в цементованном слое, которая может возникнуть при насыщении его углеродом до заэвтектоидной концентрации. В зависимости от марки цементуемой стали, температуры цементации, назначения деталей и других факторов возможны следующие основные технологические схемы цементации: ·цементация, медленное охлаждение, однократная закалка от температуры Ac1+(30...50)°C, низкотемпературный отпуск (для малоответственных деталей); ·цементация, медленное охлаждение, двойная закалка (первая – от температуры выше Ас3, вторая – от температуры Ac1+(30...50)°C), низкотемпературный отпуск (для тяжело нагруженных деталей ответственного назначения); ·цементация, подстуживание до оптимальных закалочных температур Ac1 + (30...50)°С, закалка с цементационного нагрева, низкотемпературный отпуск (для наследственно мелкозернистых сталей в случае газовой цементации). После закалки в цементованном слое образуется структура мартенсита (или мартенсита и карбидов). Структура сердцевины после закалки получается различной в зависимости от химического состава стали. В углеродистых сталях в сердцевине сохраняется исходная структура (феррит + перлит), в легированных сталях образуется малоуглеродистый мартенсит или бейнит, что обеспечивает повышенную прочность деталей. Заключительной операцией термической обработки цементованных деталей является низкий отпуск при 160…200°С, снимающий напряжения и переводящий мартенсит закалки в отпущенный мартенсит. Цементация с последующей термической обработкой позволяет не только придать поверхностному слою высокую твердость и износостойкость, но и повысить предел выносливости, резко уменьшить чувствительность к концентраторам напряжений и значительно повысить прочностные свойства по всему сечению (таблица 1). В связи с этим цементация рекомендуется для наиболее нагруженных деталей машин (зубчатые колеса, валы, шпиндели, вал-шестерни и др.). Азотированием называют процесс диффузионного насыщения поверхностного слоя металлов азотом. Цель азотирования – повысить твердость, износостойкость, усталостную прочность и сопротивление коррозии. Азотированию подвергают легированные стали, так как после азотирования углеродистых сталей достигается сравнительно невысокая твердость (до 700 НV). Это объясняется низкой твердостью и малой устойчивостью к коагуляции нитридов железа. В связи с этим азотированию подвергают стали, легированные элементами, образующими высокотвердые специальные нитриды (Мо, Сг, А1 и др.). При этом твердость азотированного слоя легированных сталей достигает 1000...1200 HV.
Таблица 1 –Механические свойства сталей после цементации в образцах сечением 50 мм
Азотирование в сравнении с цементацией имеет следующие преимущества: более высокую твердость поверхности, сохраняющуюся при нагреве до 500°С (твердость цементованного слоя снижается при нагреве выше 200°С), высокие сопротивляемость износу, предел выносливости и кавитационную стойкость; хорошую сопротивляемость коррозии в атмосфере, пресной воде и ее парах; небольшие деформации деталей при азотировании. Недостатки: низкая скорость насыщения и повышенная хрупкость азотированного слоя. Различают два вида азотирования: 1. низкотемпературное (< 590°С); используется для упрочнения сталей и чугунов при температурах ниже эвтектоидной на диаграмме Fe-N (рисунок 3); 2. высокотемпературное (600...1200°С); применяется для упрочнения сталей ферритного и аустенитного классов, тугоплавких металлов (Ti, Мо, Nb, W) и их сплавов. Первый вид азотирования используется наиболее часто. Упрочнению подвергают среднеуглеродистые (0, 3...0, 45 %С) легированные стали 38Х2Ю, 38Х2МЮА, 30Х2Н2ВФА, 40ХНМА и др. Перед азотированием детали проходят термическую обработку (закалку и высокотемпературный отпуск), цель которой – получить вязкую сердцевину и подготовить структуру к азотированию. Последующее упрочняющее азотирование при 520... 560°С позволит получить слой 0, 4...0, 6 мм за 60...90 час. По окончании насыщения детали охлаждаются в среде аммиака до 20...200°С и обладают после этого требуемыми свойствами. Поэтому после азотирования термическая обработка не требуется. Микроструктура азотированного слоя различна при насыщении азотом железа и специальной стали для азотирования (например, 38Х2МЮА). Из диаграммы состояния системы Fe-N (рисунок 3) видно, что при температуре азотирования выше эвтектоидной(591°С), например при 600°С (t 1 на рисунке 3), образуются последовательно от поверхности к сердцевине следующие фазы: e ® g ‘ ® g ® a, где e – нитрид Fe2-3N; g ‘ – нитрид Fe4N; g – азотистый аустенит, a – азотистый феррит.
Рисунок 3 – Фрагмент диаграммы состояния железо-азот
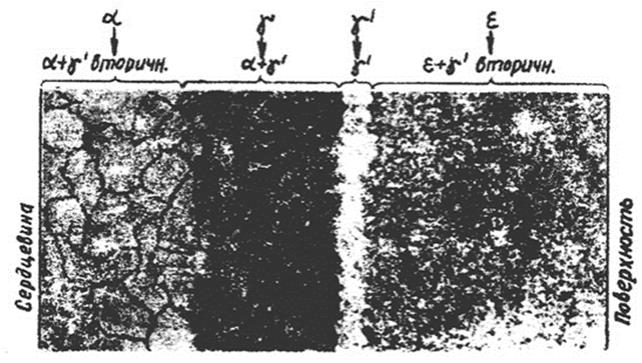
При медленном понижении температуры фазы e и a будут распадаться с выделением избыточной фазы g ‘, а g - фаза будет полностью распадаться на эвтектоид a + g ‘. В связи с такими превращениями микроструктура азотированного слоя при комнатной температуре будет состоять из следующих фаз (от поверхности к сердцевине) (рисунок 4): a + g ‘ ® g ‘ ® a + g ‘. При азотировании стали 38Х2МЮА образуются легированные фазы e , g ‘ и a; одновременно происходит образование нитридов легирующих элементов (Cr, Мо, А1). Резкого разграничения между фазами не наблюдается. Микроструктура азотированного слоя стали 38Х2МЮА приведена на рисунке 5. На поверхности расположен очень тонкий (0, 01…0, 03 мм) нетравящийся белый слой, состоящий из e - фазы или e + g ‘ - фаз(до глубины 0, 06…0, 1 мм). Далее располагается a - фаза. Основная (серая) часть азотированного слоя имеет сорбитообразное строение и отличается от сорбитной структуры тем, что травится более сильно вследствие высокого содержания азота.
Рисунок 4 – Азотированный слой железа (температура 600°С)× 200
Сталь 38Х2МЮА применяется для ответственных деталей турбино- и моторостроения, деталей точного машиностроения и приборостроения. Свойства этой стали приведены в таблице 2.
Таблица 2 – Механические свойства стали 38Х2МЮА до и после азотирования в деталях толщиной до 60 мм
3. НЕОБХОДИМЫЕ ПРИБОРЫ, ОБОРУДОВАНИЕ И МАТЕРИАЛЫ 3.1. Микроскопы МИМ-7. 3.2. Микрошлифы сталей.
4. МЕТОДИЧЕСКИЕ УКАЗАНИЯ И СОДЕРЖАНИЕ ОТЧЕТА 4.1. Привести краткие сведения из теории с характеристикой различных видов ХТО и процессов, протекающих при насыщении поверхности сталей углеродом и азотом. Указать основные свойства сталей после диффузионного насыщения и применение ХТО. 4.2. Посмотреть под микроскопом микроструктуры сталей после химико-термической обработки. 4.3. Зарисовать по две микроструктуры для каждой стали и каждого вида химико-термической обработки (в поверхностном слое и в сердцевине). По микроструктурам определить глубину цементованного и азотированного слоев. 4.4. Под каждой микроструктурой указать марку стали, вид обработки, наименование структуры и увеличение микроскопа, соответствующее зарисованной структуре. На каждом рисунке указать стрелками структурное состояние соответствующей зоны. 4.5. Графически представить изменение содержания углерода в зависимости от расстояния от поверхности цементованной стали. Обозначить каждую зону и дать ее краткую характеристику. 4.6. Изобразить диаграмму состояния Fe-N и дать описание происходящих превращений.
5. РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА 5.1. Ю. М Лахтин, В. П. Леонтьева. Материаловедение. – М: Машиностроение, 1980. 5.2. Б. Г. Гринберг, Т. М. Иващенко. Лабораторный практикум но металловедению и термической обработке. – М.: Высшая школа, 1968. 5.3. А. И Самохоцкий, М. Н. Кунявский. Лабораторные работы по металловедению. – М.: Машиностроение, 1971. 5.4. А. К. Минкевич. Химико-термическая обработка металлов и сплавов. – М.: Машиностроение, 1965.
Лабораторная работа № 12 ИЗУЧЕНИЕ СТРУКТУРЫ И СВОЙСТВ ИНСТРУМЕНТАЛЬНЫХСПЛАВОВ 1. ЦЕЛЬ РАБОТЫ: изучить классификацию и маркировку инструментальных сталей и твердых сплавов, а также особенности их структур, свойств, способов термической обработки и области применения.
2. КРАТКИЕ СВЕДЕНИЯ ИЗ ТЕОРИИ
2.1ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ Инструментальными называют углеродистые и легированные стали, обладающие высокой твердостью (60-65 HRC), прочностью и износостойкостью и применяемые для изготовления различного инструмента. Одной из главных характеристик инструментальных сталей является теплостойкость, т.е. способность сохранять твердость и режущие свойства при длительном нагреве.
2.1.1 Классификация инструментальных сталей Все инструментальные стали подразделяются: 1). По назначению. а) стали для режущего инструмента; б) стали для измерительного инструмента; в) стали для штампов холодного и горячего деформирования 2). По теплостойкости. а) нетеплостойкие: до 200-250°С (углеродистые стали У7-У13 и легированные стали, содержащие до 3-4% легирующих элементов; например, стали 9ХС, ХВГ и др.); б) полутеплостойкие: до 400-500°С (содержащие свыше 0, 6-0, 7%С и 4-18% Cr; например, стали Х12, Х12Ф1, Х6ВФ, а также стали для штампов горячего деформирования.); в) теплостойкие: до 550-650°С (быстрорежущие стали, например, Р18, Р12, Р6М5, Р6М5К5, Р12Ф3 и др.). 3). По прокаливаемости. а) стали небольшой прокаливаемости (углеродистые); б) стали повышенной прокаливаемости (легированные нетеплостойкие); в) стали высокой прокаливаемости (высоколегированные теплостойкие и полутеплостойкие стали).
2.1.2. Маркировка инструментальных сталей Углеродистые инструментальные качественные стали маркируют буквой У, а следующая за ней цифра показывает среднее содержание углерода в десятых долях процента (стали У7, У8, У9, У10, У11, У12, У13). Буква А в конце марки указывает, что сталь высококачественная (У7А-У13А). Качественные стали содержат не более 0, 04%S и 0, 04%P, высококачественные – не более 0, 025%S и 0, 025%Р. Легированные инструментальные стали Х, 9ХС, 9ХФ, 6ХВГ и т.д. маркируют сочетанием цифр и букв. Первая цифра показывает среднее содержание углерода в десятых долях процента. Если содержание углерода примерно 1%, то цифра отсутствует. Буквы обозначают легирующие элементы, а следующие за ними цифры указывают примерное содержание (в целых процентах) соответствующего легирующего элемента. При содержании элемента около или менее 1% цифра отсутствует. В некоторых случаях элементы обозначают буквой без цифры при их содержании значительно меньше 1% (V, Ti, Nb, N). Быстрорежущие стали маркируют буквой Р (от слова «рапид» – скорость), следующая за ней цифра указывает среднее содержание основного легирующего элемента – вольфрама в процентах. Среднее содержание молибдена, кобальта и ванадия в стали обозначают цифрой за буквами М, К и Ф (при содержании ванадия не более 2, 5% буква Ф может не указываться). Во всех марках этих сталей присутствуют также углерод (0, 7-1, 5%), хром (около 4%) и ванадий (1-2, 5%), содержание которых в марке не указывается.
2.1.3. Стали для режущего инструмента Углеродистые стали Для режущего инструмента небольших размеров (фрезы, сверла, зенкеры, напильники, бритвы и т.д.) обычно применяют заэвтектоидные стали (У10, У11, У12, У13). Структура этих сталей после отжига – зернистый перлит. Термическая обработка состоит из закалки (760-780°C) и низкотемпературного отпуска (150-170°С). Структура после термической обработки – мартенсит отпуска и вторичный цементит, твердость 60-64 HRC. Для изготовления инструмента, испытывающего при работе толчки и удары (зубила, отвертки, топоры и т.д.) применяют стали с пониженным содержанием углерода (У7-У9). Термическая обработка – закалка (790-820°С) и среднетемпературный отпуск (350-450°С), образующаяся структура – троостит отпуска, твердость 45-55 HRC.
Легированные стали Низколегированные стали 7ХФ-9ХФ, Х, 11Х, 13Х рекомендуются для инструментов диаметром до 15 мм (применяют главным образом для изготовления деревообрабатывающего инструмента). Стали повышенной прокаливаемости (60-80 мм) 6ХС-9ХС, ХВСГ и др. применяют для инструмента большого сечения (ручные сверла, развертки, плашки). Термическая обработка легированных режущих сталей состоит из закалки (830-870°С) в масле и низкотемпературного отпуска (150-250°С), образующаяся структура – мартенсит отпуска и легированный цементит. Твердость после термической обработки составляет 61-65 HRC.
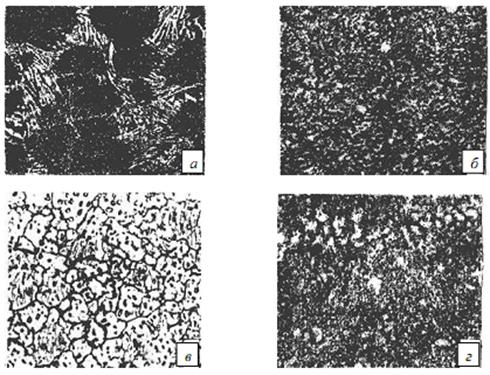
Быстрорежущие стали Инструмент из этих сталей (резцы, сверла, зенкеры, пилы и т.д.) работает на скоростях, в 3-5 раз превышающих скорости работы инструмента из нетеплостойких сталей. Быстрорежущие стали относятся к группе сталей карбидного (ледебуритного) класса, так как в литом состоянии структура быстрорежущих сталей состоит обычно из перлита и сложной эвтектики, напоминающей ледебурит и располагающейся в виде сетки по границам зерен перлита (рисунок 1, а). Для разрушения сетки эвтектики и достижения равномерного распределения карбидов эти стали подвергают ковке и отжигу, после чего они получают дисперсную сорбито-карбидную структуру (рисунок 1, б).
Рисунок 1 – Микроструктуры быстрорежущей стали, х 500: а – в литом состоянии (перлит и сложная эвтектика); б – после ковки и отжига (сорбит и карбиды); в – после закалки (мартенсит, аустенит и карбиды); г – после закалки и трехкратного отпуска при 5600С (мартенсит и карбиды)
Для получения высоколегированного мартенсита инструмент из быстрорежущей стали нагревают под закалку до высоких температур (1210-1290°С). Во избежание образования трещин нагрев стали производят медленно, чаще всего с одним-двумя подогревами. Для исключения окисления и обезуглероживания нагрев проводят в расплавах солей. Точка Мк для быстрорежущих сталей лежит при отрицательных температурах. Поэтому структура стали после закалки содержит кроме мартенсита и карбидов большое количество остаточного аустенита (25-30%) (рисунок 1, в). Твердость стали после закалки составляет 61-63 HRC. Для устранения остаточного аустенита инструмент после закалки подвергают многократному (чаще всего трехкратному) отпуску (рисунок 2, а) или обработке холодом с последующим одно- или двукратным отпуском при 540-580°С (чаще при 560°С) (рисунок 2, б). Микроструктура стали после окончательной термической обработки состоит из мартенсита отпуска и специальных карбидов Fe3(W, Mo)3С, упрощенно обозначаемых как М6С, где М – металл (рисунок 1, г). Перевод остаточного аустенита в мартенсит отпуска обеспечивает повышение общей твердости стали на 2-3 единицы HRC. Это явление повышения твердости стали при отпуске называют вторичным твердением, а саму термическую обработку инструмента – обработкой на вторичную твердость.
Рисунок 2 – Режимы термической обработки быстрорежущих сталей: а – с трехкратным отпуском; б – с обработкой холодом
2.1.4 C тали для измерительного инструмента Эти стали должны обладать высокой твердостью, износостойкостью, сохранять свои размеры в течение длительного времени и хорошо шлифоваться. Обычно применяют высокоуглеродистые хромистые стали Х, 12Х1, ХГ и др. Термическая обработка этих сталей состоит из закалки (850-870°С) и низкотемпературного отпуска (140-170°С). В некоторых случаях для стабилизации размеров инструмент после закалки подвергают обработке холодом и затем искусственному старению (длительному отпуску) при температуре 120-140°С в течение 20-50 часов. Структура после термообработки состоит из мартенсита, вторичных карбидов и некоторого количества остаточного аустенита (стабильного), твердость составляет 63-64 HRC.
2.1.5 Стали для штампового инструмента Стали для штампов холодного деформирования Стали этой группы должны обладать высокой твердостью, износостойкостью и прочностью, сочетающейся с достаточной вязкостью. Наиболее часто применяют стали Х12, Х12Ф1, Х12М, Х6ВФ (высокохромистые с карбидами типа М7С3), а также стали 7ХГ2ВМ, 6Х6В3МФС. Термическая обработка этих сталей: закалка (850-1100°С в зависимости от марки стали) и низкотемпературный отпуск (150-200°С). В результате термической обработки образуется структура, состоящая из мартенсита, остаточного аустенита и вторичных карбидов, твердость составляет 58-63 HRC. В некоторых случаях для штампов холодного деформирования используют быстрорежущие стали.
Стали для штампов горячего деформирования Эти стали должны обладать высокой жаропрочностью, износостойкостью, ударной вязкостью и прокаливаемостью и не иметь склонности к отпускной хрупкости. Наиболее часто применяют стали 5ХНМ, 5ХГМ, 5ХНВ, 4Х3ВМФ, 4Х5В2ФС, 3Х2В8Ф. Термическая обработка состоит из закалки (830-1100°С) и высокотемпературного отпуска (500-640°С); образующаяся структура – зернистый сорбит или троостосорбит.
2.2МЕТАЛЛОКЕРАМИЧЕСКИЕ ТВЕРДЫЕ СПЛАВЫ
Твердые сплавы представляют собой сплавы на основе карбидов тугоплавких металлов (WC, TiC, TaC) и металлической связки (кобальт или никель). Твердые сплавы обычно содержат 70-97 % тугоплавких карбидов. Они обладают высокой твердостью (86-92 HRA), красностойкостью (800-1000 °С) и износостойкостью при меньшей прочности по сравнению с быстрорежущей сталью (σ < 2500 МПа). Твердые сплавы условно делят на 4 группы: 1) однокарбидные вольфрамовые, состоящие из карбида вольфрама и кобальта (WC – Co); 2) двухкарбидные титановольфрамовые, состоящие из карбида вольфрама (основа), карбида титана и кобальта (WC - TiC - Co); 3) титанотанталовольфрамовые сплавы, в состав входят карбиды вольфрама (основа), титана, тантала и кобальт (WC – TiC – TaC – Co); 4) безвольфрамовые твёрдые сплавы, состоящие из карбида или карбонитрида титана, связки Ni или сплава Ni - Mo: TiC - Ni - Mo (сплавы ТН); TiC – TiN - Ni - Mo (сплавы КНТ). Вольфрамовые сплавы обозначаются буквами ВК и цифрой, указывающей процентное содержание кобальта, например, сплав ВК6 содержит 6 % кобальта, остальное (94 %) - карбид вольфрама. К этой группе относятся сплавы ВК3, ВК4, ВК6, ВК8, BK10, BK15, ВК20, ВК25. Чем больше кобальта в твердом сплаве, тем выше прочность, но ниже твердость и износостойкость. Теплостойкость их - до 800 °С. Для сплава ВК8, например, предел прочности при изгибе σ u = 1717 МПа, твёрдость 87, 5 НRА, а для сплава ВК25: σ u = 2452 МПа, 83 HRA. Буква М в марке сплава обозначает, что сплав мелкозернистый (ВК6 М), буква К – крупнозернистый (ВК20 – К), буква В указывает, что изделия спекались в атмосфере водорода (ВК6-В). Сплавы с крупным зерном отличаются повышенной ударной вязкостью. Чем меньше зерно карбидной фазы, тем выше износостойкость твёрдого сплава. Титановольфрамовые твердые сплавы обозначаются буквами ТК и цифрами, стоящими после каждой цифры, которые указывают конкретное содержание карбида титана и кобальта. Так, Т15К6 содержит 15 % карбида титана, 6 % кобальта, остальное - карбид вольфрама. Теплостойкость сплавов группы ТК – до 900-1000 °С. Титанотанталовольфрамовые сплавы обозначаются буквами ТТК и цифрами: ТТ7К12 - карбидов титана и тантала - 7 %, кобальта 12 %, остальное - карбид вольфрама. Теплостойкость сплавов группы ТТК- до 1000 °С. Безвольфрамовые твердые сплавы отличаются высокой окалиностойкостью, отсутствием дефицитного вольфрама, вдвое меньшей плотностью по сравнению со сплавами группы ВК, однако уступают им по прочности, ударной вязкости и теплопроводности. Химический состав безвольфрамовых твёрдых сплавов: карбидотитановые – 70-80 % TiC, 20-40 % Ni-Mo (сплавы TH-20, TH-30, TH-40); карбидонитридотитановые – 25-45 % TiC, 25-45 % TiN, 30-35 % Ni-Mo (KHT16 и др.) При обработке сталей используются сплавы группы ТК, а чугунов - группы ВК. Сплавы группы ТТК более универсальные, применяются как при обработке сталей, так и чугунов. Безвольфрамовые твердые сплавы рационально использовать при получистовой и чистовой обработке углеродистых сталей и цветных металлов. Микроструктуры некоторых твердых сплавов приведены на рисунке 3.
Рисунок 3 – Микроструктуры твердых сплавов, х 100: а – ВК3; б – Т15К6; в – Т30К4; г –КНТ-16
2.3 ЛИТЫЕ И НАПЛАВОЧНЫЕ ТВЕРДЫЕ СПЛАВЫ
Широко применяют для изготовления, защиты и восстановления изношенных деталей машин и механизмов, подвергающихся интенсивному абразивному или эрозионному износу, особенно в металлургии, нефтяной, угольной промышленности и т.п. В настоящее время производятся литые твердые сплавы: 1) типа сормайта на основе железа, содержащие 1, 5 - 5, 5 % С; 27, 0 - 32, 0 % Сг; 1, 0 - 4, 0 % Si; 1, 0 - 2, 0 % Mn; 1, 0 - 5, 0 % Ni; 0, 1 - 1, 0 % Mo и 0, 2-0, 4 % W; 2) типа стеллита на основе кобальта, содержащие 0, 8 - 3, 0 % С; 25, 0 -35, 0 % Сг; 0, 5 - 3, 0 % Si; до 2, 5 % Mn, 4, 0 - 18, 0 % W; 2, 0 - 2, 5 % Ni; 0, 1 – 0, 3 % V; 0, 1 - 0, 3 % B и до 3, 0 % Fe; 3) типа колмоноя на основе никеля, содержащие 0, 5 - 1, 0 % С; 15, 0 -40, 0 % Сг; 2, 0 - 4, 0 % Si; 1, 5 - 5, 0 % B и до 5, 0 % Fe. Точным литьем из них получают малогабаритные износостойкие фасонные детали. Для использования в качестве наплавок такие сплавы выпускают в виде литых прутков диаметром 3-12 мм и длиной 300-500 мм (исходные материалы плавят в индукционных тигельных печах и расплав заливают в формы) или в виде гранулированных порошков с размерами частиц 0, 02-1, 40 мм (литье с распылением и последующим дроблением или размолом получаемого порошка). Защиту и восстановление изношенных деталей осуществляют любым из видов ручной дуговой, автоматической дуговой под слоем флюса, вибродуговой, электрошлаковой дуговой, электроискровой и ацетилено-кислородной наплавкой, плазменным напылением. Износостойкими наплавочными материалами также являются литые или спеченные карбиды, выпускаемые в виде трубчатых электродов, зёрен (например, литые карбиды вольфрама – смесь WC и W2C – релит) и спеченных прутков, стержней, лент; порошкообразные смеси металлов, ферросплавов с графитом, карбидами, боридами и другими элементами и химическими соединениями (сталинит, смеси КБХ, БХ и др.), засыпаемые или запрессовываемые в стальную оболочку, а также прокатываемые в ленту. Например, состав порошковой смеси КБХ: 60-75 % феррохрома, 5-6 % карбида хрома, 5-6 % борида хрома, 6-7 % графита, остальное - порошок железа, флюс, жидкое стекло. Слои, образующиеся при наплавке, имеют структуру карбидного класса и обладают высокими механическими и эксплуатационными свойствами: твердость более 50 HRC, высокая износостойкость.
3. НЕОБХОДИМЫЕ ПРИБОРЫ И МАТЕРИАЛЫ 3.1. Микроскопы МИМ-7. 3.2. Микрошлифы инструментальных сталей и твердых сплавов.
4. МЕТОДИЧЕСКИЕ УКАЗАНИЯ И СОДЕРЖАНИЕ ОТЧЕТА 4.1. Привести классификацию, маркировку и дать краткую характеристику каждой группы сплавов. 4.2. Посмотреть под микроскопом и зарисовать микроструктуры инструментальных сталей и твердых сплавов. На каждом рисунке стрелками указать структурные составляющие. Под каждой микроструктурой указать марку сплава и увеличение микроскопа.
5. КОНТРОЛЬНЫЕ ВОПРОСЫ 5.1 Как маркируются легированные стали? 5.2 По каким основным признакам классифицируются легированные стали? 5.3 Что такое теплостойкость? Влияние легирования на указанную характеристику. 5.4 Особенности термической обработки легированной стали. 5.5 Место и значение термической обработки легированных сталей. 5.6 Чем объясняется высокая прокаливаемость легированных сталей и их способность закаливаться при охлаждении в масле? 5.7 В каком состоянии рационально использовать легированные стали? 5.8 Какие вы знаете марки быстрорежущих сталей? 5.9 В чем преимущество быстрорежущих сталей перед углеродистыми? 5.10 Какие легирующие элементы обеспечивают высокую теплостойкость режущих инструментов? 5.11 Для чего быстрорежущие стали нагревают под закалку до высоких температур, близких к температурам плавления? 5.12 Для чего после закалки проводят многократный отпуск? 5.13 Объясните, какие структурные превращения происходят при закалке, отпуске и какие свойства при этом приобретает быстрорежущая сталь? 5.14 Какие свойства быстрорежущих сталей ухудшает остаточный аустенит? 5.15 К какому классу по структуре относятся быстрорежущие стали в нормализованном состоянии? 5.16 Какова структура быстрорежущей стали после закалки и отпуска? 5.17 Почему сверла после термической обработки деформируются? 5.18 Как подразделяются твердые сплавы? 5.19 Характерные особенности твердых сплавов. 5.20 Состав сплавов ВК8, Т15К6, КНТ-16. 5.21 От чего зависят прочность и твердость твердых сплавов? 5.22 Какие твердые сплавы используют для чернового точения чугуна? 5.23 Какие твердые сплавы используют для точения стали? 5.24 Что такое сормайт и где он применяется?
6. РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА 6.1. Лахтин, Ю.М. Материаловедение / Ю.М. Лахтин, В. П. Леонтьева. – М.: Машиностроение, 1990. – С. 406-422. 6.2. Сильман, Г.И. Материаловедение: Учеб. пособ. для втузов. Часть 2. Металловедение и термическая обработка металлов. – Раздел 2. Металлические материалы / Г.И. Сильман. – Брянск: Изд-во БГИТА, 2005.– 97 с. Лабораторная работа № 13 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2020-02-16; Просмотров: 112; Нарушение авторского права страницы