|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
СВАРОЧНЫЙ ПОСТ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМИСЯ ЭЛЕКТРОДАМИ
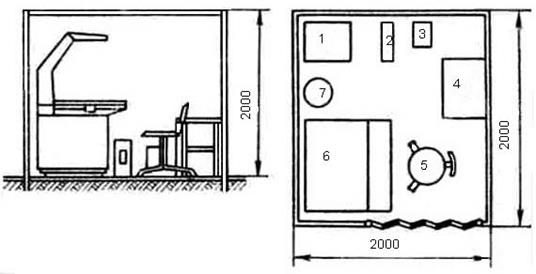
Специально оборудованное рабочее место для сварки называют сварочным постом. Сварочный пост (рисунок 38) состоит из сварочного аппарата - источника питания дуги электрическим током, комплекта сварочных проводов, электрододержателя и собственно самого рабочего места, на котором работает сварщик. При постоянном расположении сварочный пост называют стационарным постом, при переменном – передвижным.
1–источник питания; 2–ящик для электродов; 3–ящик для инструмента; 4–стеллажи для деталей и готовых сварных узлов; 5–стул сварщика; 6–стол сварщика; 7– печь для прокалки электродов Рисунок 38 – Сварочный пост для ручной дуговой сварки
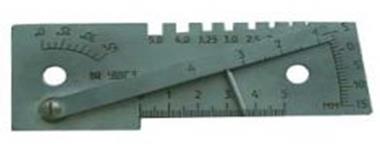
Пост дуговой сварки постоянного тока включает: - источник питания постоянного тока. - балластный реостат. - амперметр и вольтметр постоянного тока. - сварочные провода. - комплект инструментов сварщика: электрододержатель, маска (щиток), щетка металлическая, зубило-молоток, клеймо сварщика, пенал для электродов. Пост сварки переменного тока отличается источником питания и типом измерительных приборов. Балластный реостат отсутствует. Стационарные сварочные посты размещают в цехах для изготовления сварных строительных конструкций. К посту подают собранную под сварку конструкцию, и при выполнении нескольких сварных швов сварщик передвигается и его рабочее место меняется от шва к шву, а источник питания током и пусковая аппаратура остаются на месте. Передвижение сварщика может быть в пределах длины сварочного кабеля - не более 30 – 40 м; при большей длине растет падение напряжения в сварочной цепи, что препятствует нормальному процессу сварки. При сварке небольших изделий сварочный пост оборудуют в открытой сверху кабине размерами в плане 2000х2000мм; 2000x3000мм и высотой не менее 2 м, которую изготавливают из любых несгораемых материалов (тонкие стальные листы, асбестоцементные плиты и т. п.). Вход в кабину делают в виде штор из брезента с огнестойкой пропиткой, а пол из огнестойких материалов. Между стенками кабины и полом должен быть зазор не менее 50 (обычно 150–300) мм для вентиляции. Кабины должны освещаться естественным или искусственным светом (80–100 лк), вентилироваться (воздухообмен 40 м3/час) и иметь местную вентиляцию. В кабине устанавливают металлический сварочный стол высотой 0, 5–0, 6 м (для работы сидя) или 0, 9 м (для работы стоя). Вместо стола может быть установлен кантователь, позиционер или другое механическое оборудование, облегчающее поворот изделия для удобства сварки. Сварщику необходим набор инструментов и принадлежностей и он должен быть обеспечен средствами личной защиты и спецодеждой. Инструмент и принадлежности К инструменту сварщика относятся: 1 Электрододержатель, от которого зависит производительность и безопасность труда. Электрододержатель должен быть лёгким (ни более 0, 5кг) и удобный в обращении. 2 Щиток или маска применяется для предохранения глаз и кожи лица сварщика от вредного влияния инфракрасного излучения и брызг металла. 3 Сварочные провода, по которым сварочный ток поступает от сварочного аппарата к месту работы марки ПРГ, АПР, ПРГД, КГ, КОГ и др. с резиновой изоляцией. К принадлежностям сварщика относятся; - стальная щётка, применяемая для зачистки металла от грязи, ржавчины перед сваркой и шлака после сварки; - молоток с заострённым концом для отбивки шлака со сварных швов и для поставки личного клейма; - зубило для вырубки дефектных мест сварного шва. Для замера геометрического размеров швов, сварщику выдают набор шаблонов или универсальный шаблон сварщика УШС (рисунок 39). Шаблон сварщика универсальный предназначен для контроля элементов разделки под сварной шов, электродов и элементов сварного шва. Обозначение " Шаблон сварщика универсальный УШС 3 модели 00314 ТУ 3936-050-00221190-99". Основные технические характеристики: - диапазон измерения глубины дефектов (вмятин, забоин) глубины разделки шва до корневого слоя, превышения кромок (шкала Г), 0 – 15 мм; - диапазон измерения высоты усиления шва (шкала Г), 0 – 5 мм; - диапазон измерения величин притупления и ширины шва (шкала Е), 0 – 50 мм; - диапазон измерения величины зазора (шкала И), 0, 5 – 4 мм; - диапазон измерения углов скоса кромок (шкала Д), 0 – 45 град.; - номинальные значения диаметров электродов, измеряемых шаблоном (пазы Ж), 1; 1, 2; 2; 2, 5; 3; 3, 25; 4; 5 мм; - масса (не более), 0, 18 кг.
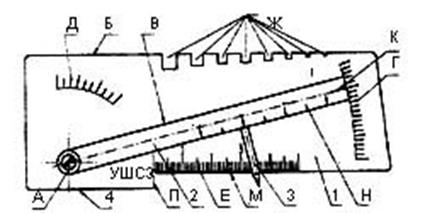
Рисунок 39 – Универсальный шаблон сварщика УШС-3
Устройство и принцип работы. Шаблон состоит из основания 1, соединенного осью 4 с движком 2 и закрепленного на движке указателем 3. Контроль производится следующим образом: 1. Контроль глубины раковин, глубины забоин, превышение кромок глубины разделки стыка до корневого слоя и высоту усиления шва производят при установке шаблона поверхностью А на изделие, затем поворотом движка 2 вокруг оси 4 ввести указатель 3 в соприкосновение с измеряемой поверхностью. Результат считывается против риски К по шкале Г. 2. Контроль зазора производится введением движка 2 его клиновой частью в контролируемый зазор. По шкале И, нанесенной на движке, считывается результат. 3. Контроль притупления шва, ширины шва производить при помощи шкалы Е, пользуясь ею как измерительной линейкой. 4. Контроль углов скоса кромок производится при установке шаблона поверхностью Б на образующую изделия. Затем, поворотом движка 2 совместить без зазора его поверхность В с измеряемой поверхностью. Результат считывается по шкале Д против поверхности движка В. 5. Определение диаметров проволоки производится с помощью пазов Ж. Показатели назначения. Наименование показателя, Единица измерения Значение Контроль глубины дефектов (вмятин, забоев) глубины разделки шва до корневого слоя, превышение кромок (шкала Г), мм 0 - 15 Контроль высоты усиления шва (шкала Г), мм 0 - 5 Контроль величины притупления и ширины шва (шкала Е), мм 0 - 50 Контроль зазоров (шкала И), мм 0, 5 - 4, 0 Контроль углов скоса кромок (шкала Д), градус 0 - 45 Определение номинального значения диаметра электродов, мм 1, 0; 1, 2; 2, 0; 2, 5; 3, 0; 3, 25; 4, 0; 5, 0 Также сварщик пользуется некоторыми измерительными инструментами (линейка, рулетка). Для проверки углов используется угольник. Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 1679; Нарушение авторского права страницы