|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Способы наложения валиков и техника выполнения швов
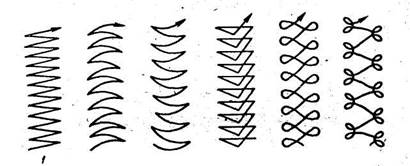
Во время сварки электросварщик сообщает концу электрода движение в трех направлениях. Первое движение – поступательное по направлению оси электрода, для поддержания необходимой длины дуги Lg, которая должна быть Lg=(0.5÷ 1.1)dэ где: dэ – Ø электрода в мм. Длина дуги оказывает большое влияние на качество сварного шва и его форму. Длинной дуге соответствует интенсивное окисление, азотирование расплавленного металла и повышенное разбрызгивание. Второе движение – вдоль оси валика для образования сварного шва. Скорость движения электрода зависит от величины тока, диаметра электрода, типа и пространственного положения шва. Правильно выбранная скорость перемещения электрода вдоль оси шва обеспечивает требуемую форму и качество сварного шва. Недостаточная скорость движения электрода приводит к перегреву и прожигу металла, а также снижает качество и производительность сварки. Траектория движения конца электрода
Рисунок 4. Схема движения конца электрода. Третье движение – колебание конца электрода поперек шва для образования уширенного валика, который применяется чаще, чем ниточный. Для образования уширенного валика электроду сообщают поперечные колебательные движения чаще всего с постоянной частотой и амплитудой, совмещенные с поступательным движением электрода вдоль оси шва. Все сварные соединения по протяженности разделяются на три группы: от 250 до 300мм короткие; от 300 до 1000мм – средней длины; от 1000 и более длины. Короткие выполняют от начала к концу а) в одном направлении; б) сварка соединений средней длины от середины к концу; в) сварка обратноступенчатым способом от середины к концу для соединения средней длины; г) сварка обратноступенчатым способом от средины к концу для длинных соединений. При сварке горкой на участке длиной 200÷ 300мм накладывают первый слой. Затем после очистки первого слоя от шлака окалины и брызг на него накладывают второй слой по длине в два раза больший чем первый. Отступив от начала второго слоя, на 200÷ 300мм выполняют третий слой. Сварка каскадом для выполнения длинных многослойных швов.
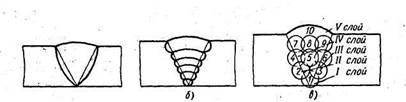
Рисунок 5. Схема сварного шва: а) однопроходный; б) многослойный; в) многопроходный.
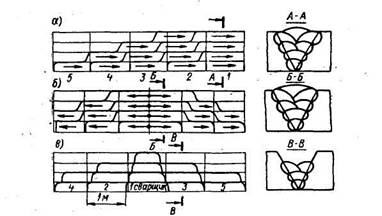
Рисунок 6. Сварка длинных многослойных швов
Рисунок 7. Схема многослойной сварки: а) последовательное наложение; б) " каскадное" наложение; в) метод " горки".
Выбор режима сварки Под режимом сварки понимают совокупность условий создающих устойчивое протекание процесса сварки. К основным параметрам режима сварки относят величину, род и полярность тока, диаметр электрода, напряжение, скорость сварки и величину поперечного колебания конца электрода. Глубина провара и ширина шва зависят от всех основных параметров режима сварки. Увеличение IСВ вызывает при неизменной скорости рост глубины провара, что объясняется величиной поточной энергии (теплоты приходящейся на единицу длины шва) и от давления столба дуги. Род и полярность тока также влияют на форму и размеры шва. При сварке постоянным током обратной полярности глубина провара на 40÷ 50% больше, чем при сварке постоянным током прямой полярности, что объясняется большим количеством теплоты, выделяющийся на аноде и катоде. При сварке переменным током глубина провара на 15÷ 20% меньше, чем при сварке постоянным током обратной полярности. Напряжение при ручной дуговой сварке на глубину провара оказывает незначительное влияние, которым можно пренебречь.
Выбор диаметра электрода Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положение в котором выполняется сварка, а также в зависимости от характера соединения и формы подготовки кромок. Экспериментально установлена зависимость:
При выполнении швов в вертикальном и потолочном положениях применяют электроды Ø 3÷ 4мм.
Выбор силы сварочного тока
Для сварки в нижнем положении силу сварочного тока подбирают по формуле I=K× d Где: I – сила сварочного тока, А; K – Коэффициент, А/мм2; d – Диаметр электрода, мм. При сварке в вертикальном положении в формулу вводятся коэффициент 0, 9 I=0, 9K× d При сварке в потолочном положении вводят коэффициент 0, 8 I=0, 8K× d Коэффициент K выбирают в зависимости от диаметра электрода: |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 628; Нарушение авторского права страницы