
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Определение технических характеристик станкаСтр 1 из 3Следующая ⇒
Содержание 1. Определение технических характеристик станка 2. Разработка кинематики станка, описание компоновки 3. Проектирование и описание кинематической схемы станка 4. Динамические, прочностные и др. расчеты узлов проектируемых узлов и деталей станка 5. Описание конструкции и системы смазки спроектированных узлов 6. Описание систем управления станком Заключение Список литературы Введение Современные металлорежущие станки - это высокоразвитые машины, включающие механические, электрические, электронные, гидравлические, пневматические и другие методы осуществления движением и управления циклом. По конструкции и назначению трудно найти более разнообразные машины, чем металлорежущие станки. На них обрабатывают всевозможные детали – от мельчайших элементов часов и приборов до деталей, размеры которых достигают многих метров (турбины), прокатных станов. На станках обрабатывают и простые цилиндрические, и поверхности, описываемые сложными математическими уравнениями или заданные графически. При этом достигаются высокая точность обработки, измеряемая нередко долями микрометра. На станках обрабатывают детали из сталей и чугунов, из цветных, специальных жаропрочных, мягких твердых и других материалов. Современное станкостроение развивается быстрыми темпами. В решениях правительства по развитию станкостроения особое внимание обращено на опережающее развитие выпуска станков с числовым программным управлением, развитием производства тяжелых и уникальных станков. Сверлильные станки предназначены для сверления глухих и сквозных отверстий, рассверливания, зенкерования, развертывания, растачивания и нарезания резьбы. Сверлильные станки подразделяются на вертикально-сверлильные настольные и наклонные, радиально-сверлильные, для глубокого сверления, центровальные и многошпиндельные. Определение технических характеристик станка Общий вид наиболее распространенного универсального одношпиндельного вертикально-сверлильного станка показан на рис. 1. Станок предназначен для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства, в ремонтно-механических и инструментальных цехах.
Рис.1 - Вертикально-сверлильный станок. На фундаментной плите 1 смонтирована колонна 3 коробчатой формы. В ее верхней части размещена шпиндельная головка 6, несущая электродвиатель 5 и шпиндель 7 с инструментом 8. На вертикальных направляющих колонны установлена шпиндельная бабка 4, внутри которой размещён механизм подачи, осуществляющий вертикальное перемещение шпинделя. Поднимать и опускать шпиндель можно механически и вручную, с помощью штурвала 2. Для установки и закрепления приспособления с обрабатываемыми заготовками имеется стол 9. Его устанавливают на различной высоте, в зависимости от размеров обрабатываемых деталей. Синтез методов и кинематики формообразования поверхностей резанием
Кп+Сл Кп+Cл ФV(В1) ФV(В1) ФS(П2) ФS(П2) Уст(П3) Уст(П3)
Кп+Кс ФV(В1) ФS(П2) Уст(П3)
Основные технические характеристики вертикально-сверлильных станков, близких по типоразмеру:
В качестве станка-прототипа выбираю вертикально-сверлильный станок 2А150 исходя из анализа его кинематики и технических характеристик.
Разработка кинематики станка, описание компоновки Выбор и описание компоновки станка Компоновка станка в значительной степени влияет на технико-экономические показатели. От компоновки зависит: жёсткость конструкции; тепловой баланс и температурная деформация; универсальность станка и его переналаживаемость; металлоёмкость; трудоёмкость изготовления, сборки; ремонтопригодность. Рассмотрим три варианта компоновки вертикально-сверлильного станка и выберем один: Недостаток: ограниченные габариты обрабатываемой детали, трудность в сборки, при износе стола, куда устанавливается деталь, нету возможности замены его, при малых габаритах обрабатываемой детали уменьшается жесткость шпинделя, т.к. увеличивается величина вылета.
Рисунок 2 - Структурная схема вертикально-сверлильного станка.
Основным формообразующими движениями при сверлильных операциях являются: главное – вращательное движение В1 и движение подачи П2 шпинделя станка. Кинематические цепи, осуществляющие эти движения, имеют самостоятельные органы настройки iv и is, посредством которых устанавливается необходимая скорость вращения инструмента и его подача. Вращение шпинделя осуществляется по цепи: от электродвигателя М по коробки скоростей iv, которая обеспечивает 12 частот вращения, передаётся на шпиндель 2. (М- iv-2) Подача осуществляется по цепи: от электродвигателя М через коробку скоростей iv, через коробку подач is, которая обеспечивает 9 подач, вращение сообщается реечному колесу К, которое передаёт вращение на пиноль шпинделя с рейкой t. (М- iv-1- is-К-t)
Рисунок 5 - Кинематическая схема привода. Заключение Вертикально-сверлильные станки классифицируются по основным размерам: наибольшему диаметру обрабатываемого отверстия D. По точности различают станки нормальной точности – Н, повышенной точности – П, высокой точности – В, особо высокой точности – А, особо точные – С. Станком-прототипом данного спроектированного станка является вертикально-сверлильный станок модели 2А150. На спроектированном станке могут выполняться следующие операции: • сверление глухих, сквозных и ступенчатых отверстий; • зенкерование отверстий; • развёртывание отверстий; • нарезание внутренней резьбы метчиком;
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ 1. Металлорежущие станки / Под. ред. Тепинкиевича. М:. Машиностроение, 1973.-472 с. 2. Металлорежущие станки/ Под. ред. Пуша. М. Машиностроение, 1985.-256 с. 3. Станки с числовым программным управлением / Под. ред. Лещенко. М:. Машиностроение, 1988 4. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. В 2-х частях –М.: Машиностроение, 1974 ч.1 - 406 с., ч.2 – 200 с. 5. Свирщевский Ю.Н., Макейчик Н.П. Расчет и конструирование коробок скоростей и подач. – Минск: Вышэйшая шк., 1976 – 590 с. 6. Анурьев В.И. Справочник конструктора-машиностроителя М:. Машиностроение, т.11980 – 728 с., т.2 1981 – 559 с., т.3 1982 – 557 с. 7. Ничипорчик. Детали машин в примерах и задачах М:. Машиностроение, 1981. 8. Кузьмин. Расчеты деталей машин. М:. Машиностроение, 1985
Содержание 1. Определение технических характеристик станка 2. Разработка кинематики станка, описание компоновки 3. Проектирование и описание кинематической схемы станка 4. Динамические, прочностные и др. расчеты узлов проектируемых узлов и деталей станка 5. Описание конструкции и системы смазки спроектированных узлов 6. Описание систем управления станком Заключение Список литературы Введение Современные металлорежущие станки - это высокоразвитые машины, включающие механические, электрические, электронные, гидравлические, пневматические и другие методы осуществления движением и управления циклом. По конструкции и назначению трудно найти более разнообразные машины, чем металлорежущие станки. На них обрабатывают всевозможные детали – от мельчайших элементов часов и приборов до деталей, размеры которых достигают многих метров (турбины), прокатных станов. На станках обрабатывают и простые цилиндрические, и поверхности, описываемые сложными математическими уравнениями или заданные графически. При этом достигаются высокая точность обработки, измеряемая нередко долями микрометра. На станках обрабатывают детали из сталей и чугунов, из цветных, специальных жаропрочных, мягких твердых и других материалов. Современное станкостроение развивается быстрыми темпами. В решениях правительства по развитию станкостроения особое внимание обращено на опережающее развитие выпуска станков с числовым программным управлением, развитием производства тяжелых и уникальных станков. Сверлильные станки предназначены для сверления глухих и сквозных отверстий, рассверливания, зенкерования, развертывания, растачивания и нарезания резьбы. Сверлильные станки подразделяются на вертикально-сверлильные настольные и наклонные, радиально-сверлильные, для глубокого сверления, центровальные и многошпиндельные. Определение технических характеристик станка Общий вид наиболее распространенного универсального одношпиндельного вертикально-сверлильного станка показан на рис. 1. Станок предназначен для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства, в ремонтно-механических и инструментальных цехах.
Рис.1 - Вертикально-сверлильный станок. На фундаментной плите 1 смонтирована колонна 3 коробчатой формы. В ее верхней части размещена шпиндельная головка 6, несущая электродвиатель 5 и шпиндель 7 с инструментом 8. На вертикальных направляющих колонны установлена шпиндельная бабка 4, внутри которой размещён механизм подачи, осуществляющий вертикальное перемещение шпинделя. Поднимать и опускать шпиндель можно механически и вручную, с помощью штурвала 2. Для установки и закрепления приспособления с обрабатываемыми заготовками имеется стол 9. Его устанавливают на различной высоте, в зависимости от размеров обрабатываемых деталей. Синтез методов и кинематики формообразования поверхностей резанием
Кп+Сл Кп+Cл ФV(В1) ФV(В1) ФS(П2) ФS(П2) Уст(П3) Уст(П3)
Кп+Кс ФV(В1) ФS(П2) Уст(П3)
Основные технические характеристики вертикально-сверлильных станков, близких по типоразмеру:
В качестве станка-прототипа выбираю вертикально-сверлильный станок 2А150 исходя из анализа его кинематики и технических характеристик.
Популярное:
|
Последнее изменение этой страницы: 2016-07-13; Просмотров: 1607; Нарушение авторского права страницы




 Структурная формула данной компоновки: 0ZCv
Структурная формула данной компоновки: 0ZCv 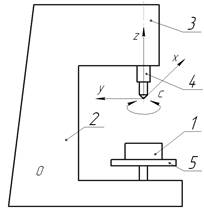 Структурная формула данной компоновки: Z0ZCv
Структурная формула данной компоновки: Z0ZCv